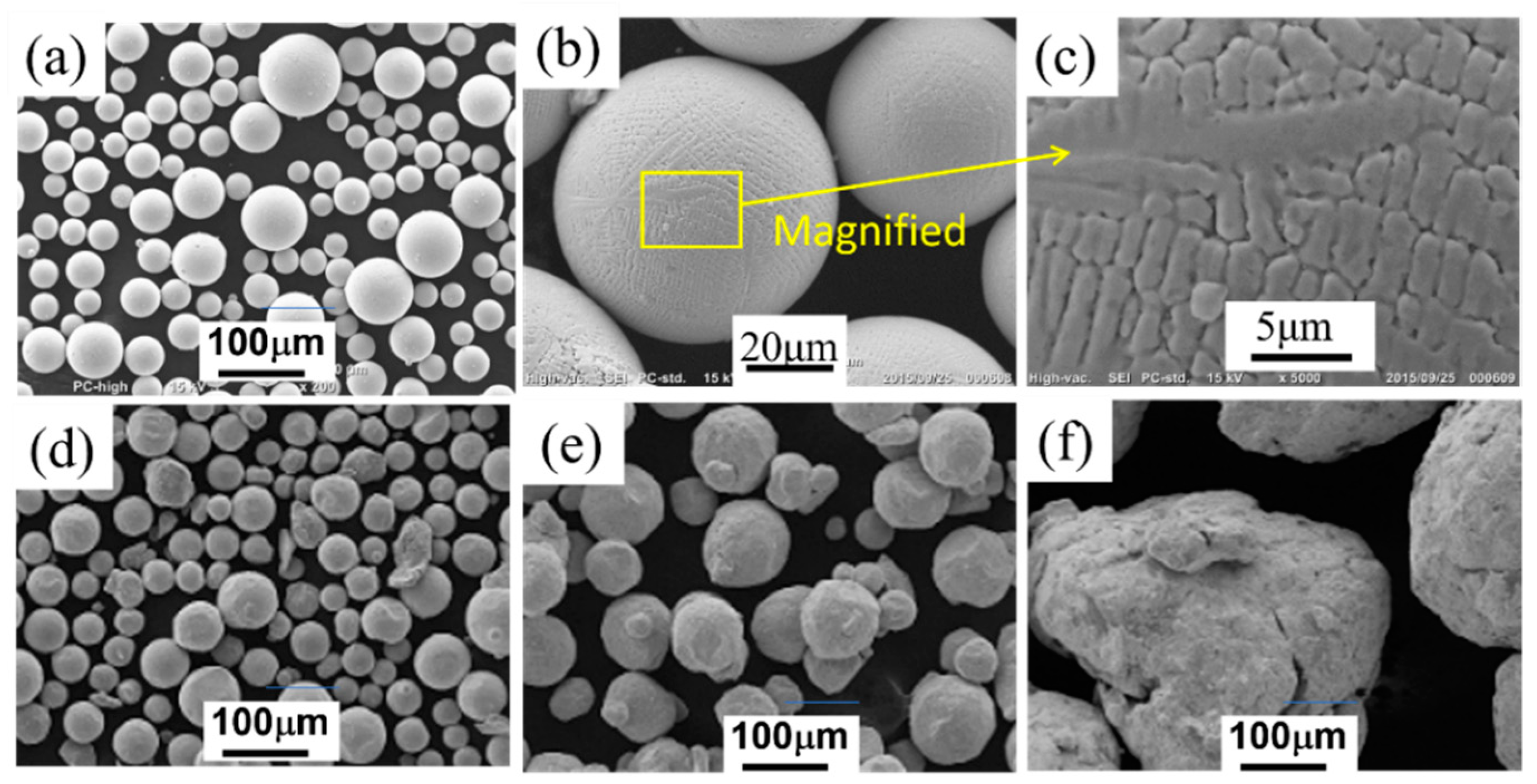
Figure 1.
Scanning electron microscopy (SEM) images of Inconel 718 PA powder used in electrical resistivity and impedance measurements: (a) Virgin powder; (b) Magnified image of virgin powder; (c) Surface morphology of virgin powder; (d) Powder after ball milling for 10 min; (e) Powder after ball milling for 30 min; (f) Powder after ball milling for 60 min.
Figure 1.
Scanning electron microscopy (SEM) images of Inconel 718 PA powder used in electrical resistivity and impedance measurements: (a) Virgin powder; (b) Magnified image of virgin powder; (c) Surface morphology of virgin powder; (d) Powder after ball milling for 10 min; (e) Powder after ball milling for 30 min; (f) Powder after ball milling for 60 min.
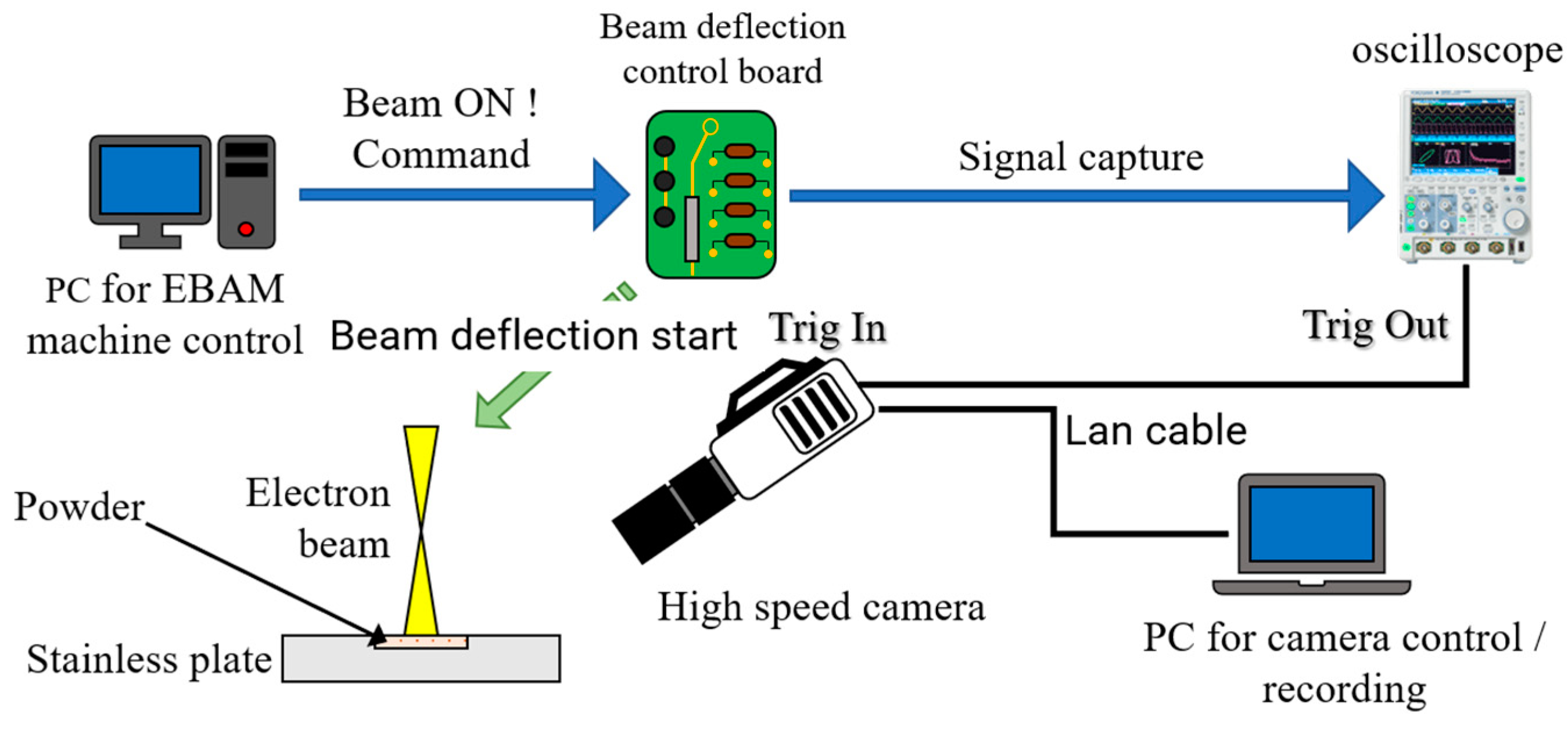
Figure 2.
Schematic of the smoking experiment equipment.
Figure 2.
Schematic of the smoking experiment equipment.
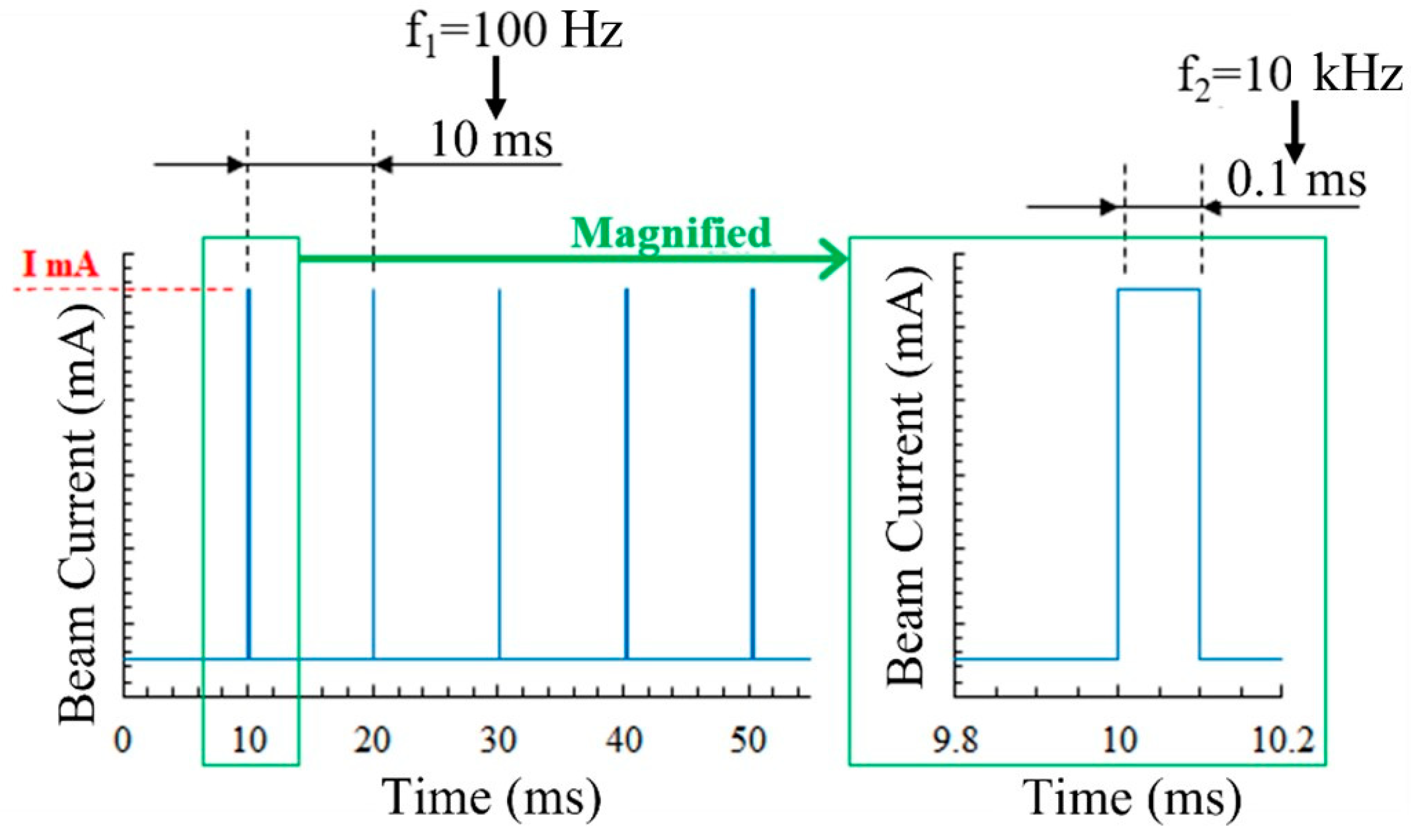
Figure 3.
Beam irradiation pattern in smoke detection tests.
Figure 3.
Beam irradiation pattern in smoke detection tests.
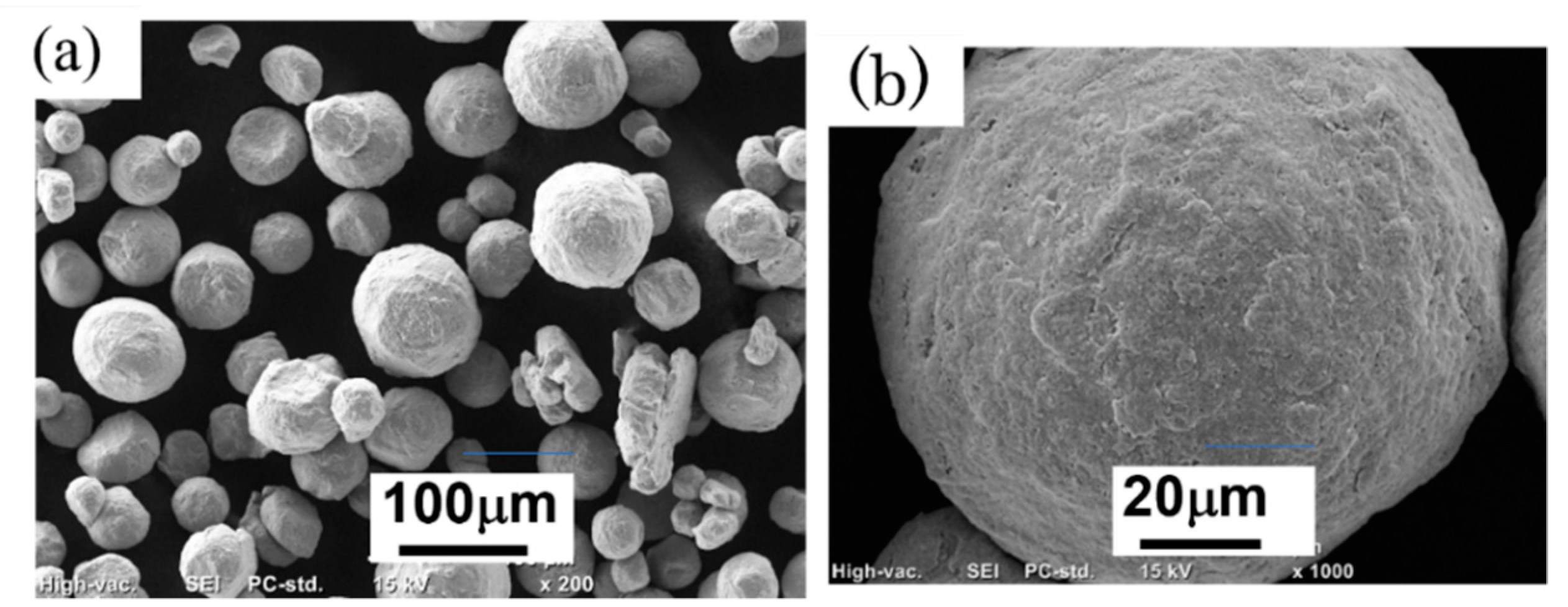
Figure 4.
SEM images of Inconel 718 PA powder after ball milling for 30 min: (a) Morphology of powder particles; (b) Detailed surface morphology of one powder particle.
Figure 4.
SEM images of Inconel 718 PA powder after ball milling for 30 min: (a) Morphology of powder particles; (b) Detailed surface morphology of one powder particle.
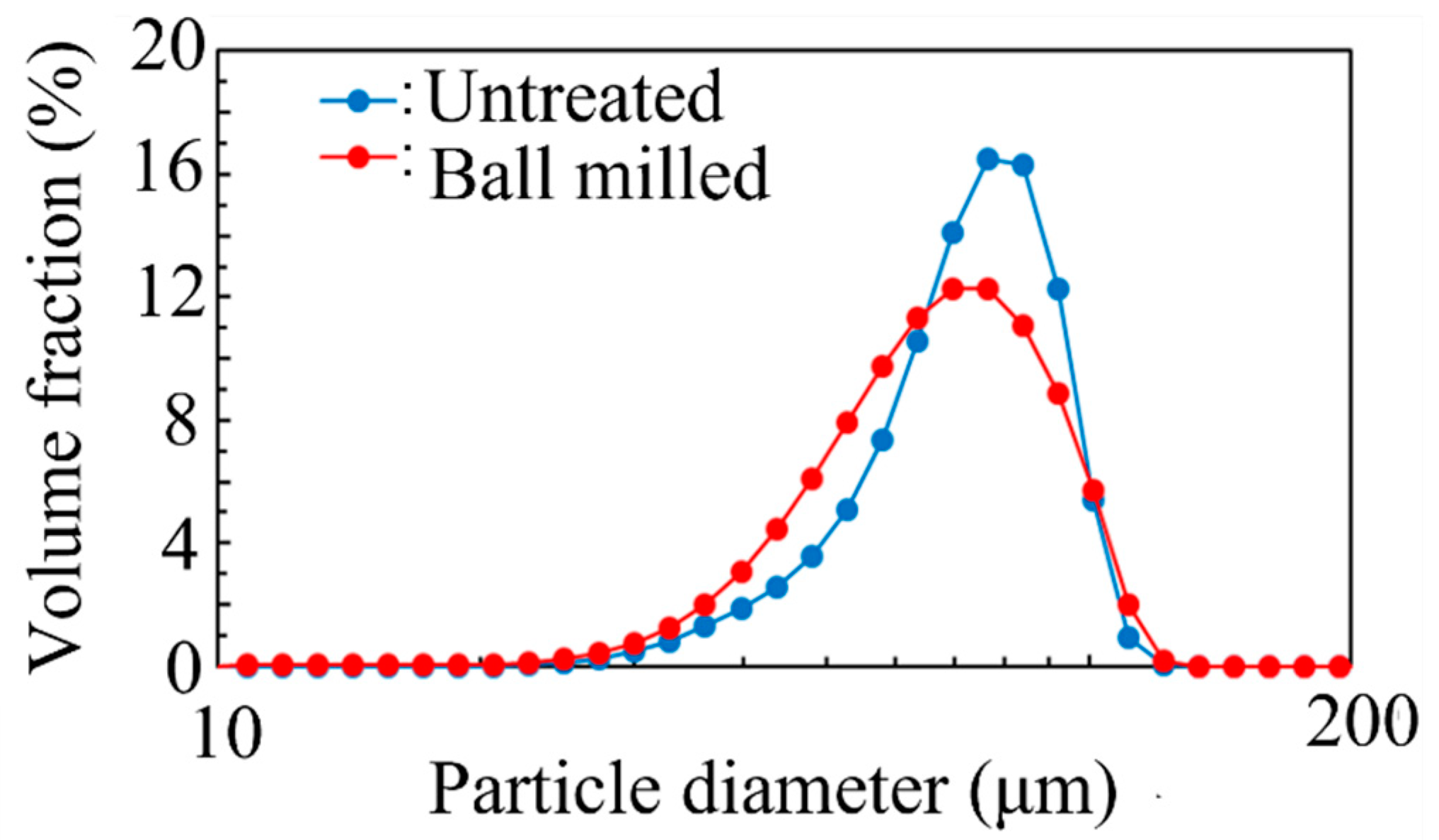
Figure 5.
Particle size distribution of Inconel 718 PA powder before and after ball milling for 30 min.
Figure 5.
Particle size distribution of Inconel 718 PA powder before and after ball milling for 30 min.
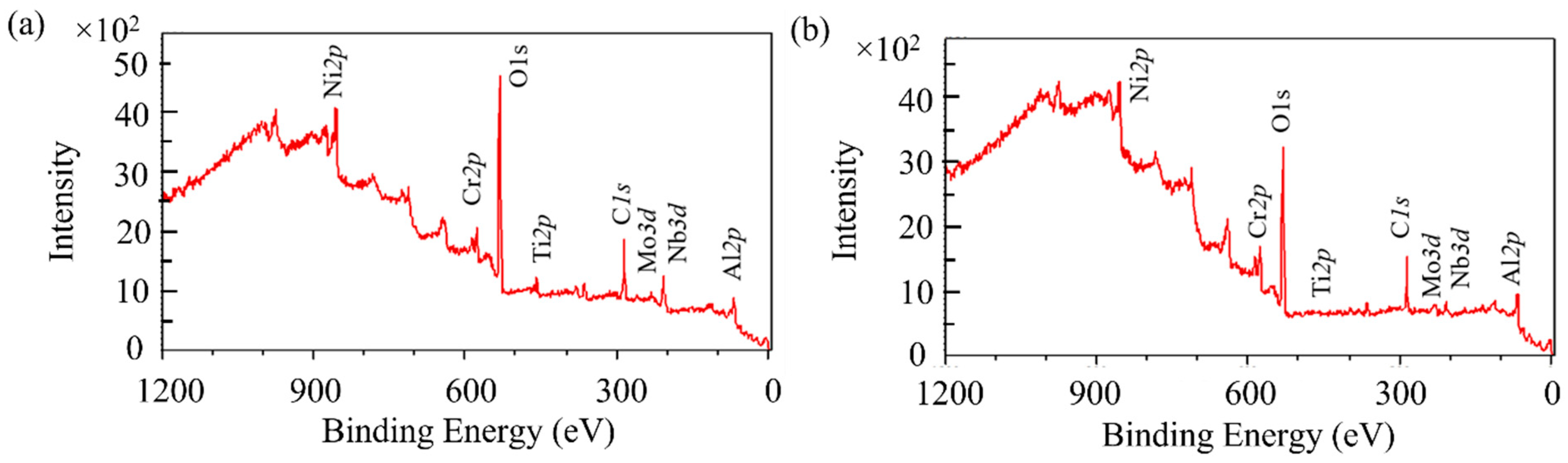
Figure 6.
X-ray photoelectron spectroscopy (XPS) survey spectra of Inconel 718 PA powders: (a) Virgin powder; (b) Ball-milled (30 min) powder.
Figure 6.
X-ray photoelectron spectroscopy (XPS) survey spectra of Inconel 718 PA powders: (a) Virgin powder; (b) Ball-milled (30 min) powder.
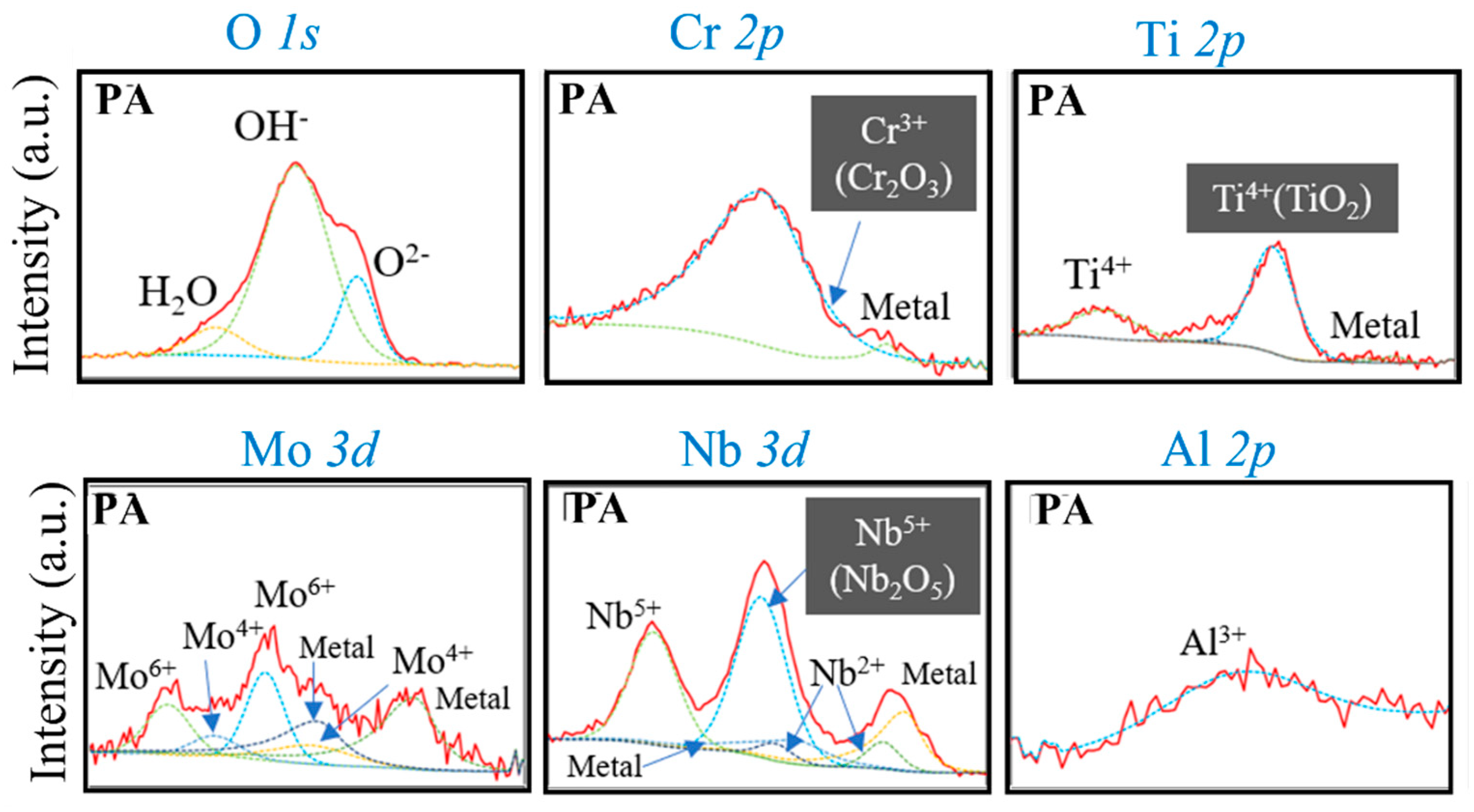
Figure 7.
High-magnification XPS profiles of the Cr 2p, Ti 2p, Mo 3d, Nb 3d, Al 2p, and O 1s peaks of virgin Inconel 718 PA powder.
Figure 7.
High-magnification XPS profiles of the Cr 2p, Ti 2p, Mo 3d, Nb 3d, Al 2p, and O 1s peaks of virgin Inconel 718 PA powder.
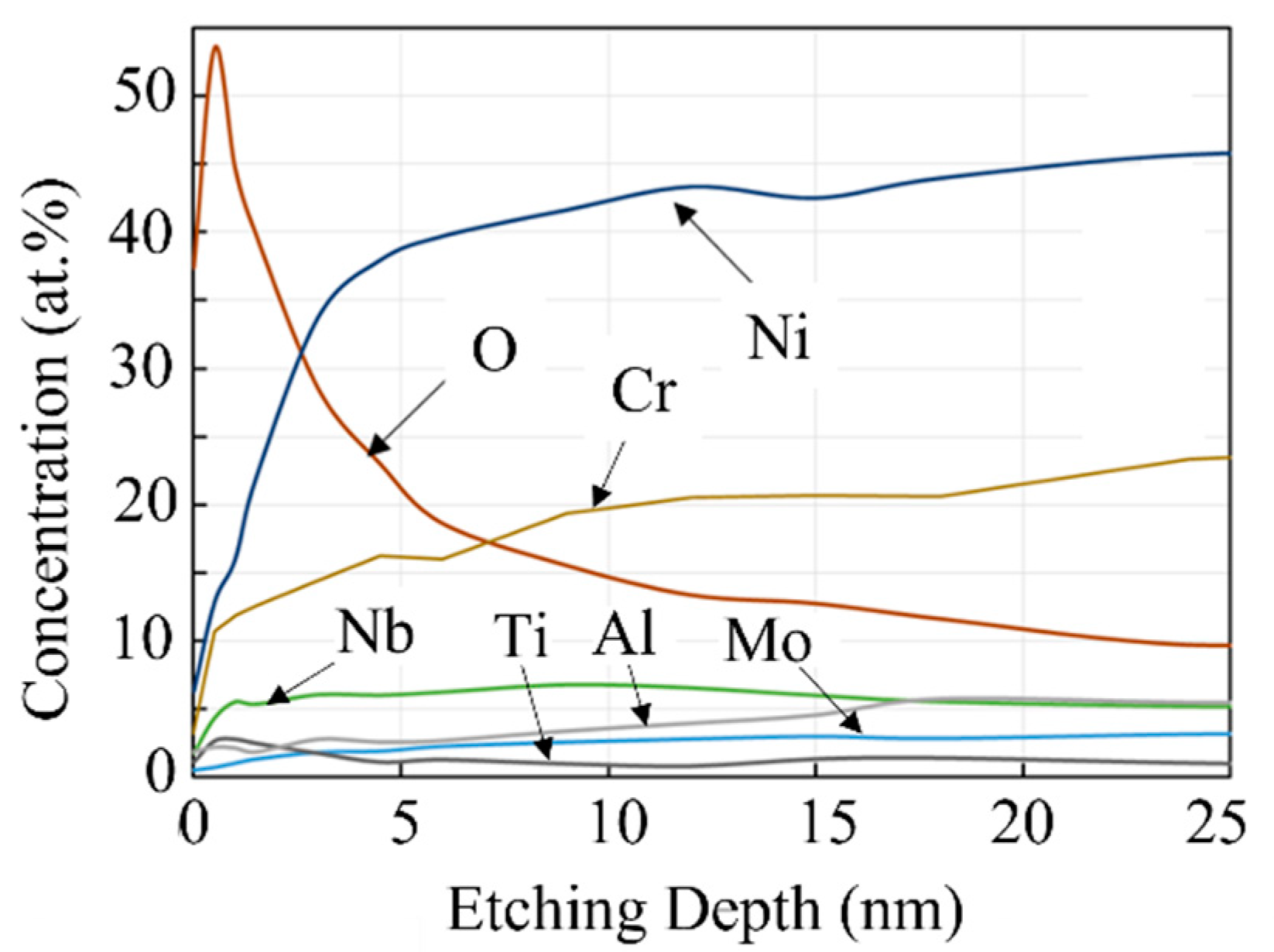
Figure 8.
XPS depth profiles of virgin Inconel 718 PA powder.
Figure 8.
XPS depth profiles of virgin Inconel 718 PA powder.
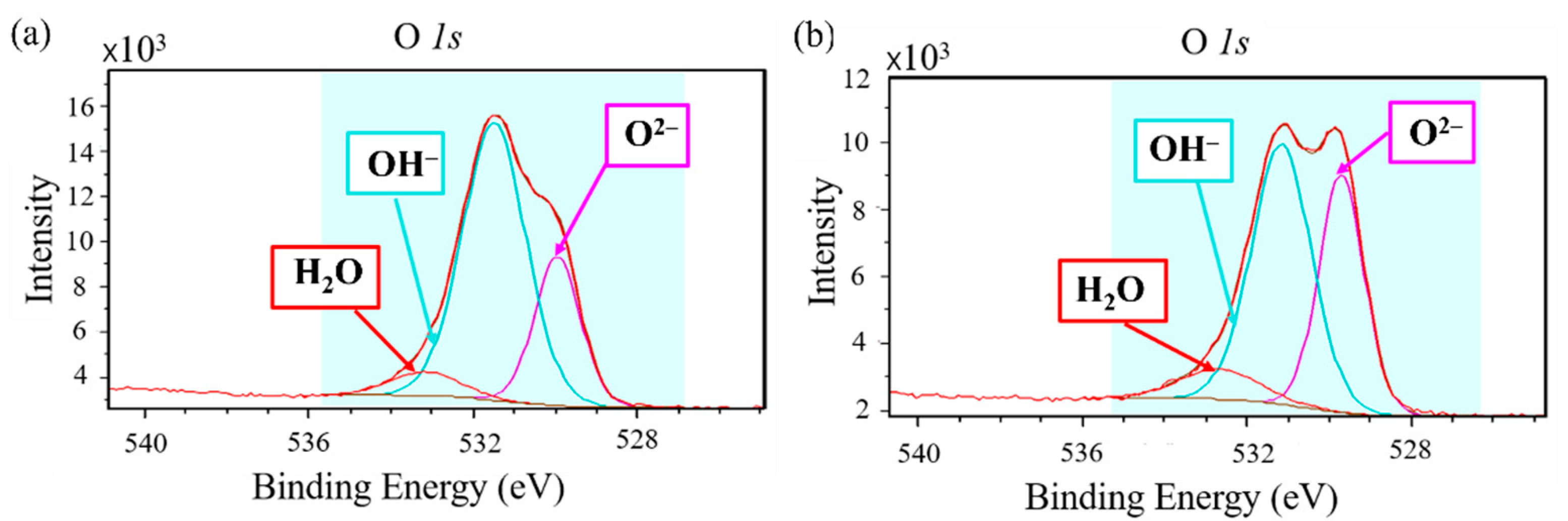
Figure 9.
High-magnification narrow-scan O 1s profiles of Inconel 718 PA powder: (a) Virgin powder; (b) Ball-milled (30 min) powder.
Figure 9.
High-magnification narrow-scan O 1s profiles of Inconel 718 PA powder: (a) Virgin powder; (b) Ball-milled (30 min) powder.
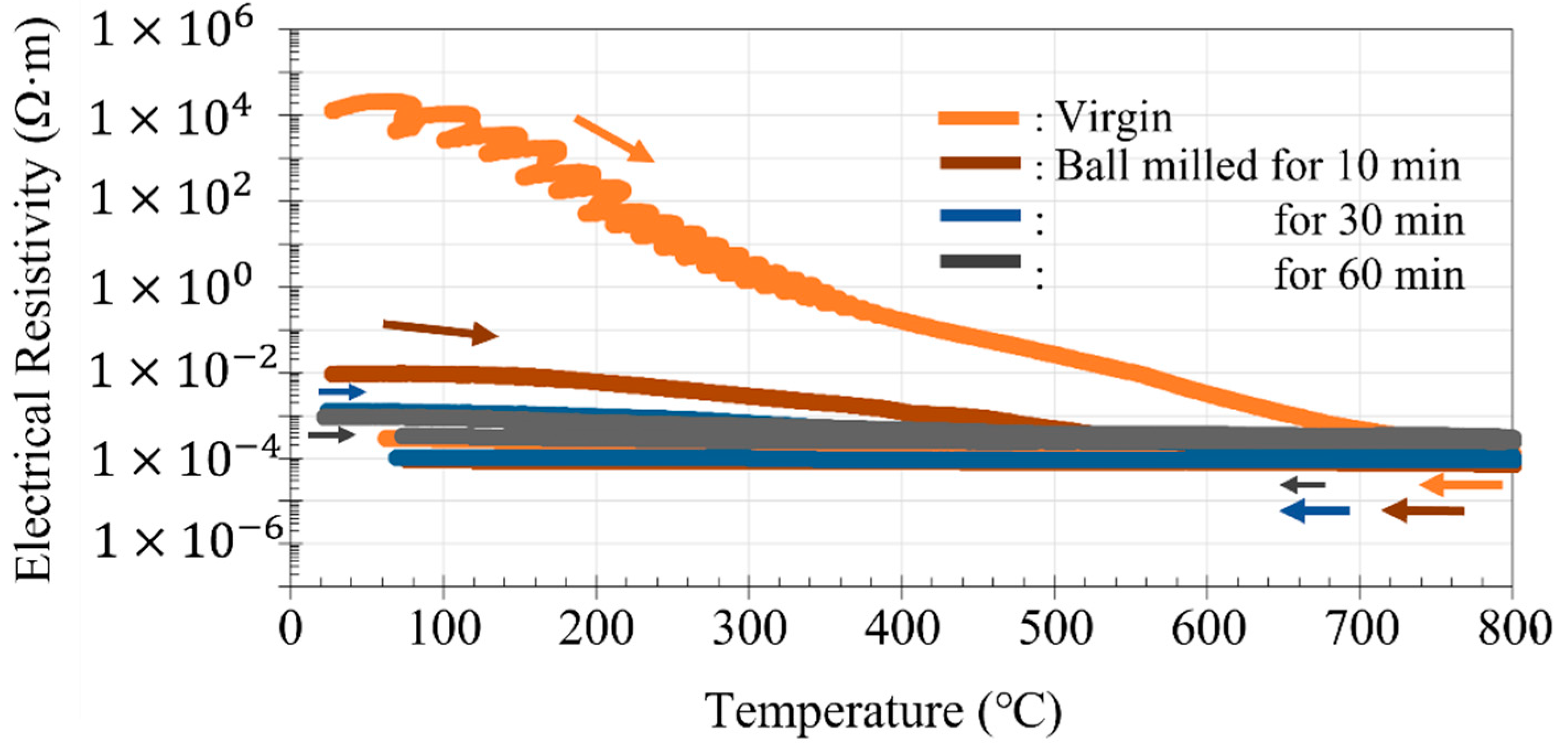
Figure 10.
Change in direct current (DC) electrical resistivity of virgin and ball-milled (10, 30, and 60 min) Inconel 718 PA powder during heating (→) and cooling (←) between room temperature (23 °C) and 800 °C.
Figure 10.
Change in direct current (DC) electrical resistivity of virgin and ball-milled (10, 30, and 60 min) Inconel 718 PA powder during heating (→) and cooling (←) between room temperature (23 °C) and 800 °C.
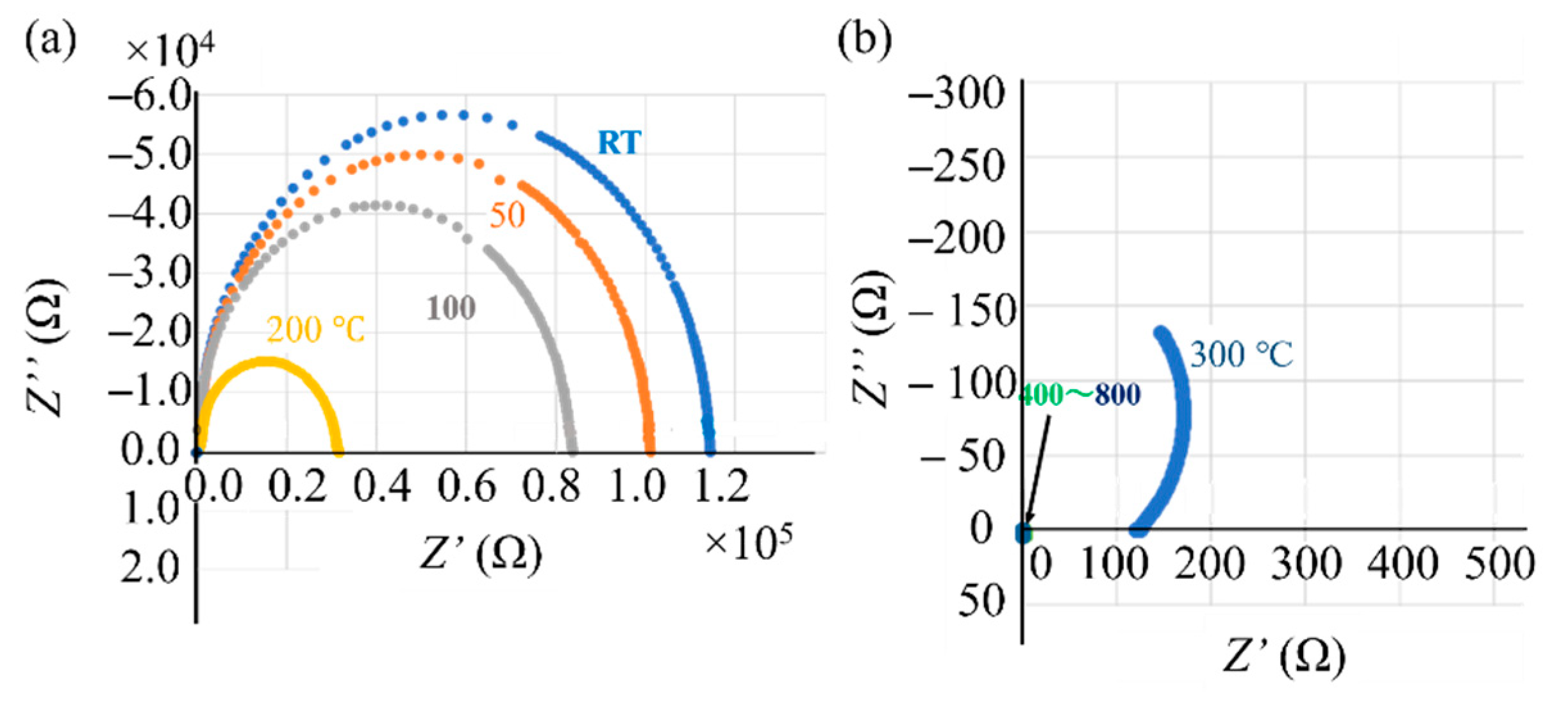
Figure 11.
Nyquist diagrams of virgin Inconel 718 PA powder measured by alternating current (AC) impedance spectroscopy between room temperature (23 °C) and 800 °C: (a) Nyquist plots measured at room temperature and at 50, 100, and 200 °C; (b) Nyquist plots measured at 300, 400, and 800 °C (enlarged view).
Figure 11.
Nyquist diagrams of virgin Inconel 718 PA powder measured by alternating current (AC) impedance spectroscopy between room temperature (23 °C) and 800 °C: (a) Nyquist plots measured at room temperature and at 50, 100, and 200 °C; (b) Nyquist plots measured at 300, 400, and 800 °C (enlarged view).
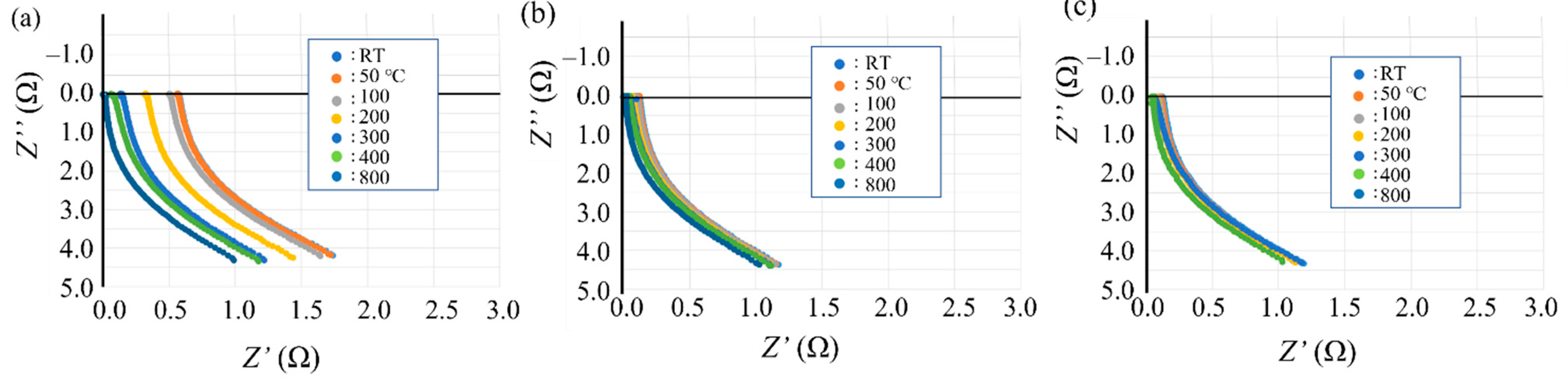
Figure 12.
Nyquist diagrams of ball-milled Inconel 718 PA powder measured by AC impedance spectroscopy at room temperature (23 °C) and at 50, 100, 200, 300, 400, and 800 °C: (a) Ball milling time of 10 min; (b) Ball milling time of 30 min; (c) Ball milling time of 60 min.
Figure 12.
Nyquist diagrams of ball-milled Inconel 718 PA powder measured by AC impedance spectroscopy at room temperature (23 °C) and at 50, 100, 200, 300, 400, and 800 °C: (a) Ball milling time of 10 min; (b) Ball milling time of 30 min; (c) Ball milling time of 60 min.
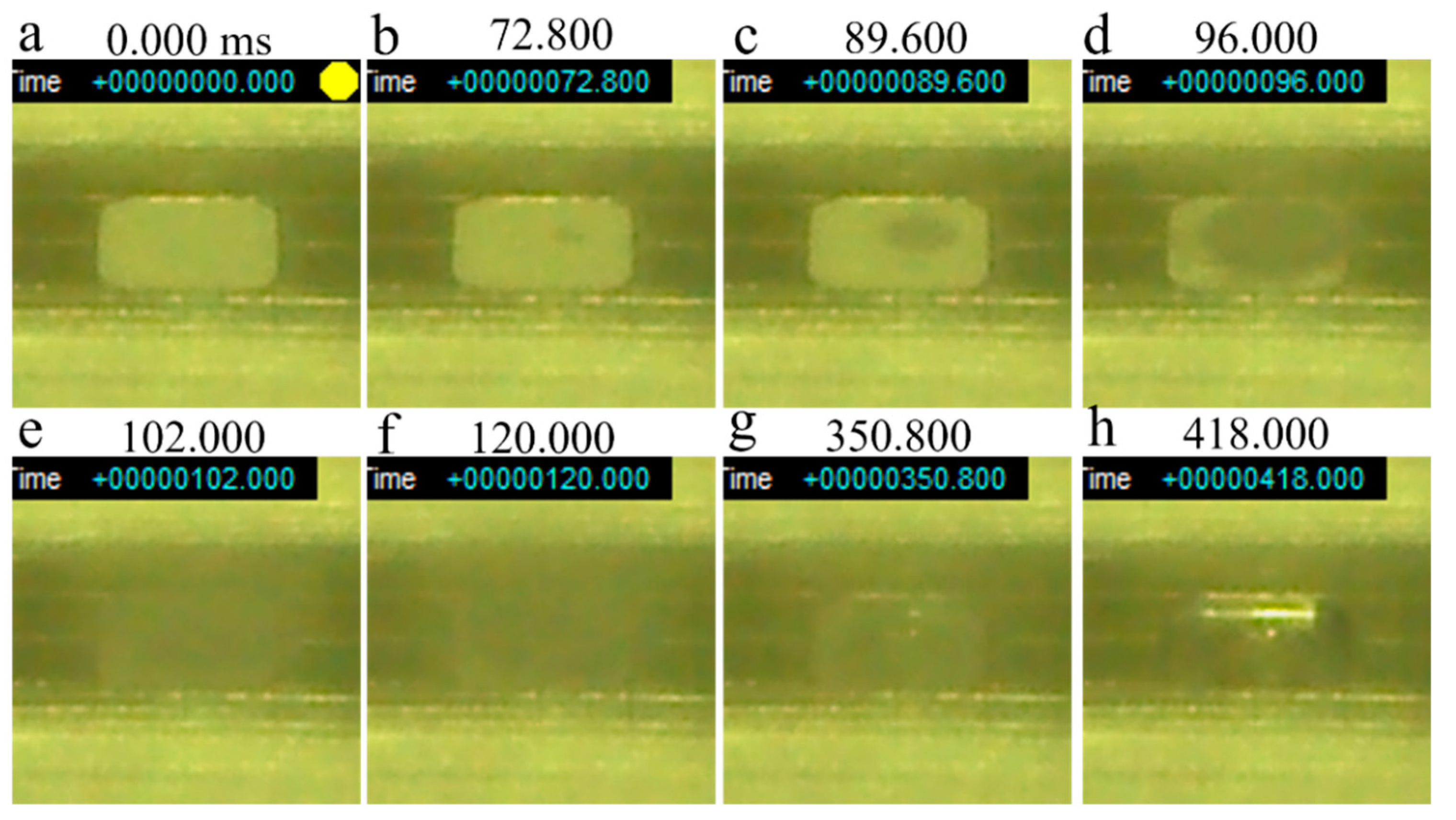
Figure 13.
Series of snapshots of a smoke test performed on virgin Inconel 718 alloy PA powder without preheating: (a) 0 ms; (b) 72.8 ms; (c) 89.6 ms; (d) 96 ms; (e) 102 ms; (f) 120 ms; (g) 350.8 ms; (h) 418 ms. Beam irradiation pulse frequency (f1): 100 Hz; Beam dwell time (1/f2): 0.1 ms; Beam current (I): 20 mA; Beam diameter: 1.8 mm.
Figure 13.
Series of snapshots of a smoke test performed on virgin Inconel 718 alloy PA powder without preheating: (a) 0 ms; (b) 72.8 ms; (c) 89.6 ms; (d) 96 ms; (e) 102 ms; (f) 120 ms; (g) 350.8 ms; (h) 418 ms. Beam irradiation pulse frequency (f1): 100 Hz; Beam dwell time (1/f2): 0.1 ms; Beam current (I): 20 mA; Beam diameter: 1.8 mm.
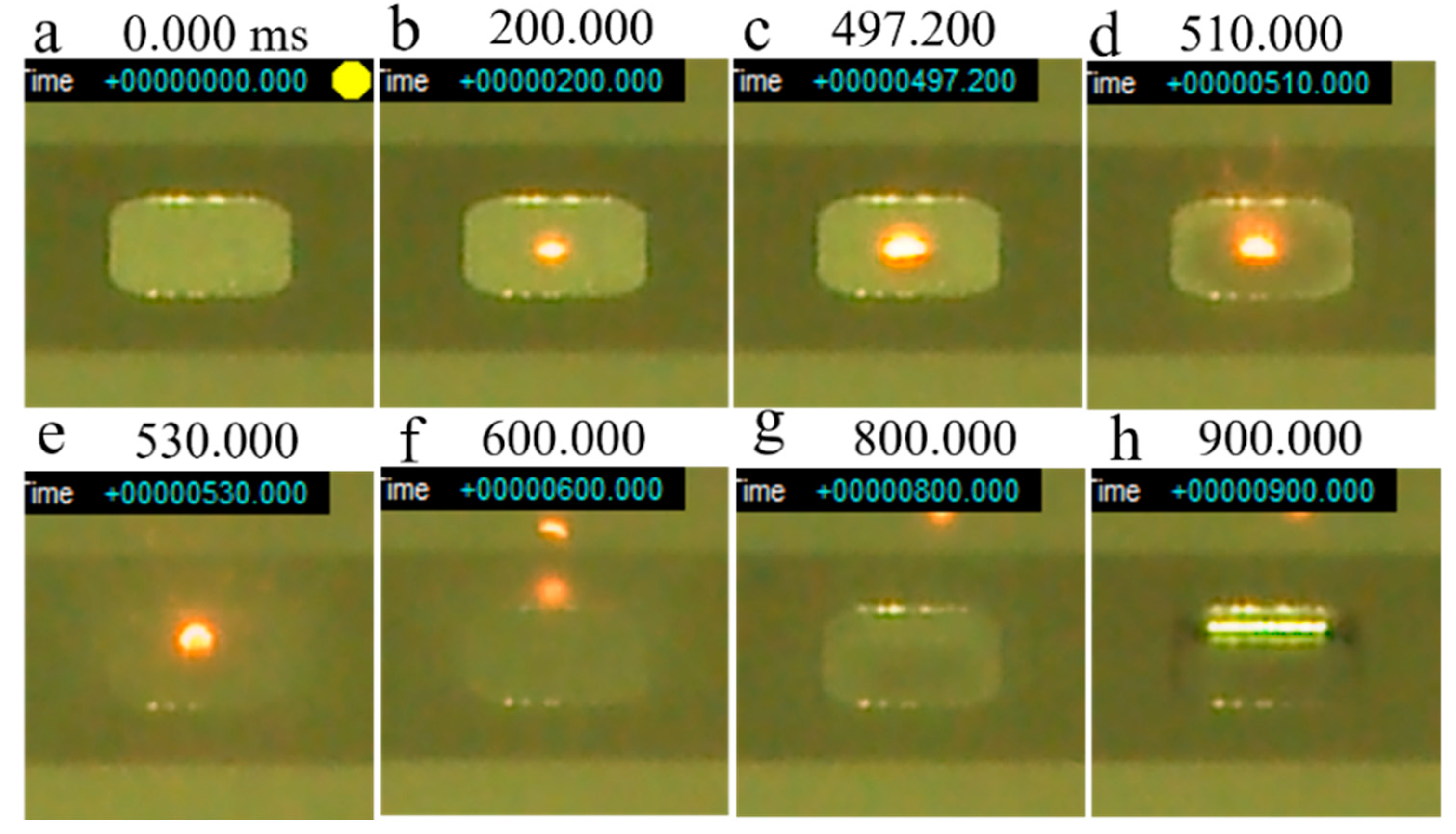
Figure 14.
Series of snapshots of a smoke test performed on virgin Inconel 718 alloy PA powder with preheating at 600 °C: (a) 0 ms; (b) 200 ms; (c) 497.2 ms; (d) 510 ms; (e) 530 ms; (f) 600 ms; (g) 800 ms; (h) 900 ms. Beam irradiation pulse frequency (f1): 100 Hz; Beam dwell time (1/f2): 0.1 ms; Beam current (I): 20 mA; Beam diameter: 1.8 mm.
Figure 14.
Series of snapshots of a smoke test performed on virgin Inconel 718 alloy PA powder with preheating at 600 °C: (a) 0 ms; (b) 200 ms; (c) 497.2 ms; (d) 510 ms; (e) 530 ms; (f) 600 ms; (g) 800 ms; (h) 900 ms. Beam irradiation pulse frequency (f1): 100 Hz; Beam dwell time (1/f2): 0.1 ms; Beam current (I): 20 mA; Beam diameter: 1.8 mm.
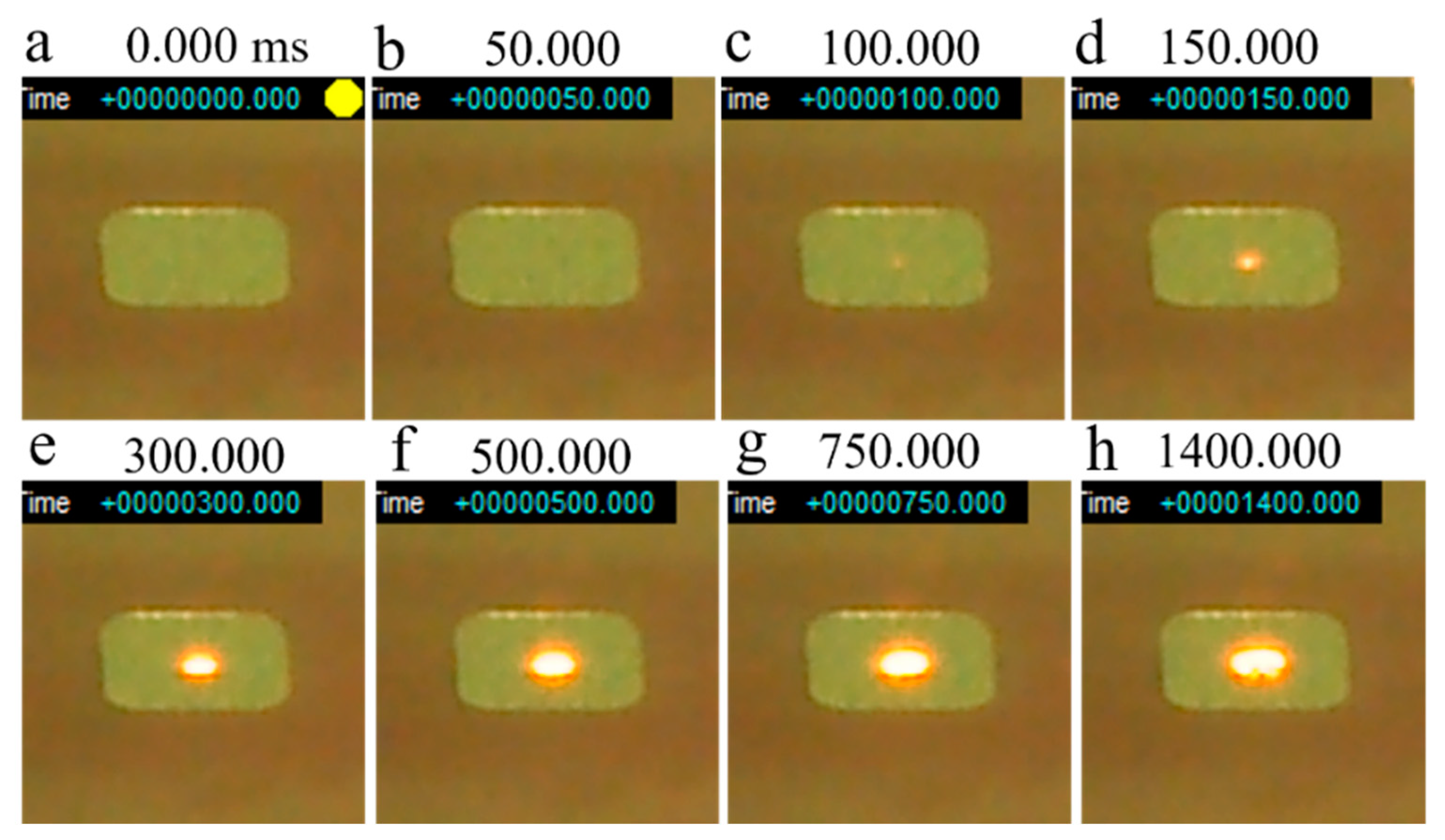
Figure 15.
Series of snapshots of a smoke test performed on virgin Inconel 718 alloy PA powder with preheating at 800 °C: (a) 0 ms; (b) 50 ms; (c) 100 ms; (d) 150 ms; (e) 300 ms; (f) 500 ms; (g) 750 ms; (h) 1400 ms. Beam irradiation pulse frequency (f1): 100 Hz; Beam dwell time (1/f2): 0.1 ms; Beam current (I): 20 mA; Beam diameter: 1.8 mm.
Figure 15.
Series of snapshots of a smoke test performed on virgin Inconel 718 alloy PA powder with preheating at 800 °C: (a) 0 ms; (b) 50 ms; (c) 100 ms; (d) 150 ms; (e) 300 ms; (f) 500 ms; (g) 750 ms; (h) 1400 ms. Beam irradiation pulse frequency (f1): 100 Hz; Beam dwell time (1/f2): 0.1 ms; Beam current (I): 20 mA; Beam diameter: 1.8 mm.
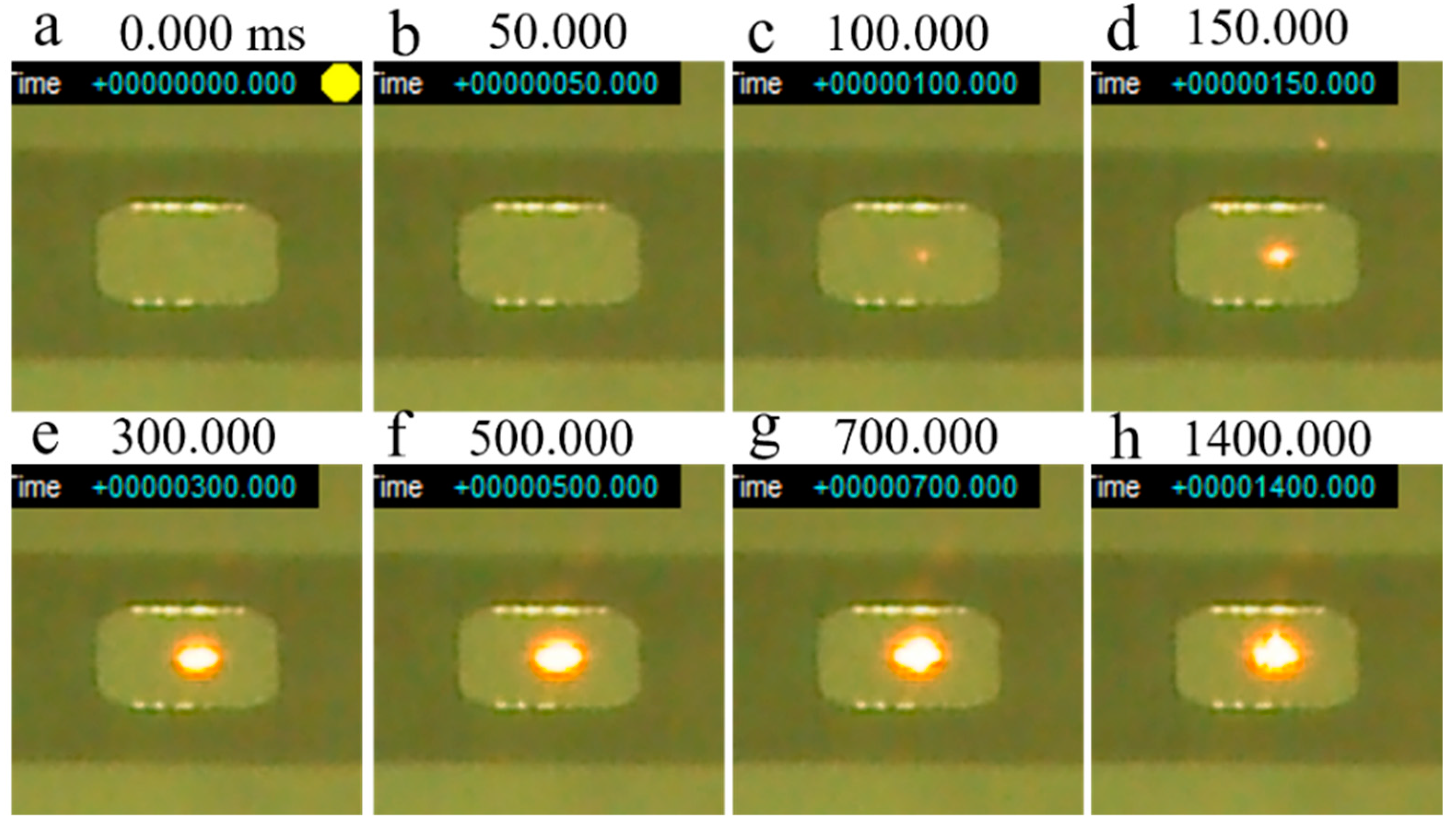
Figure 16.
Series of snapshots of a smoke test performed on ball-milled (30 min) Inconel 718 alloy PA powder without preheating: (a) 0 ms; (b) 50 ms; (c) 100 ms; (d) 150 ms; (e) 300 ms; (f) 500 ms; (g) 700 ms; (h) 1400 ms. Beam irradiation pulse frequency (f1): 100 Hz; Beam dwell time (1/f2): 0.1 ms; Beam current (I): 20 mA; Beam diameter: 1.8 mm.
Figure 16.
Series of snapshots of a smoke test performed on ball-milled (30 min) Inconel 718 alloy PA powder without preheating: (a) 0 ms; (b) 50 ms; (c) 100 ms; (d) 150 ms; (e) 300 ms; (f) 500 ms; (g) 700 ms; (h) 1400 ms. Beam irradiation pulse frequency (f1): 100 Hz; Beam dwell time (1/f2): 0.1 ms; Beam current (I): 20 mA; Beam diameter: 1.8 mm.
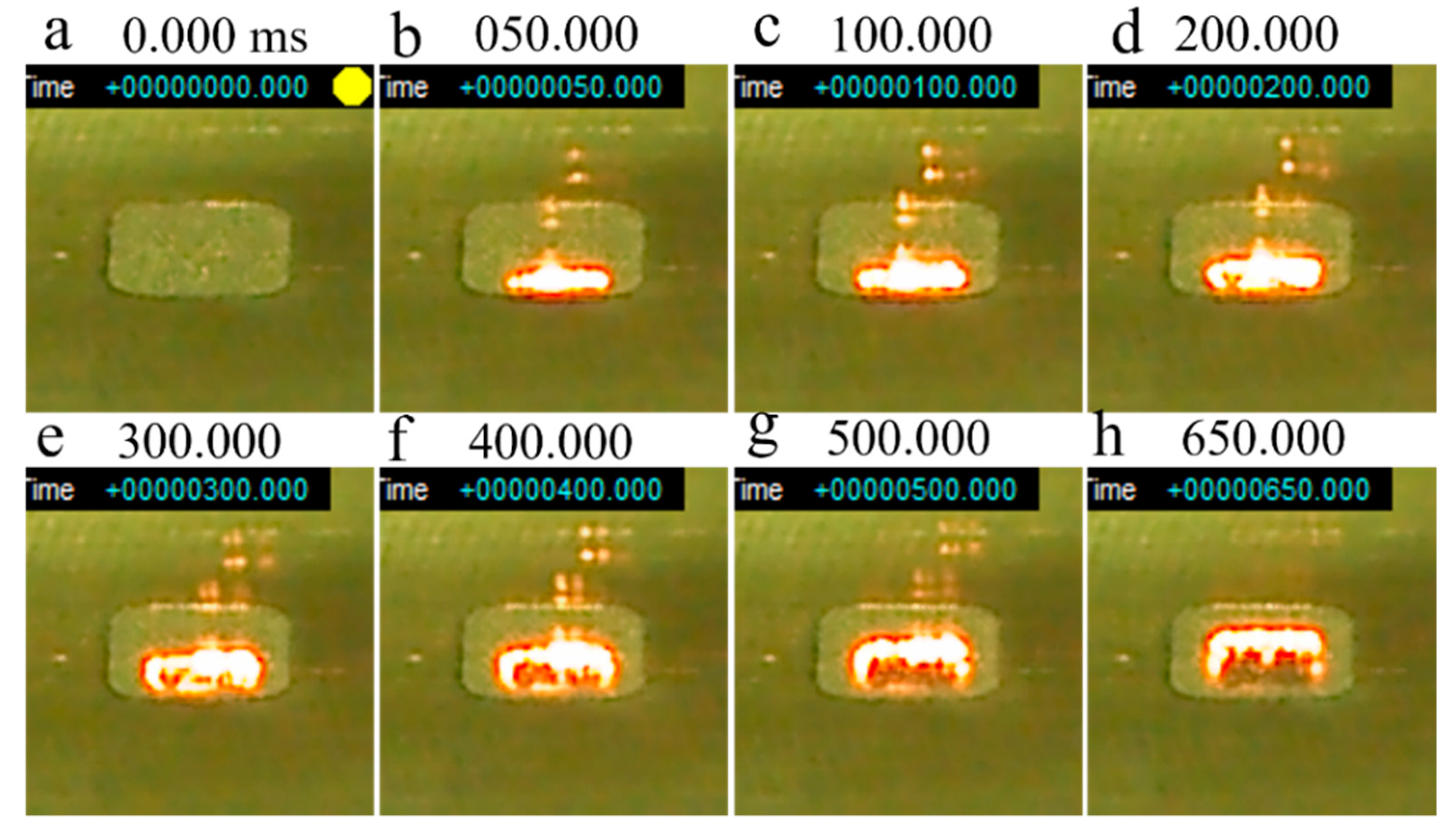
Figure 17.
Series of snapshots of a hatching test performed on ball-milled (30 min) Inconel 718 alloy PA powder with preheating at 500 °C: (a) 0 ms; (b) 50 ms; (c) 100 ms; (d) 200 ms; (e) 300 ms; (f) 400 ms; (g) 500 ms; (h) 650 ms. Beam current: 1.2 mA; Beam scanning speed: 200 mm·s−1; Line offset: 0.2 mm; Beam diameter: 350 μm.
Figure 17.
Series of snapshots of a hatching test performed on ball-milled (30 min) Inconel 718 alloy PA powder with preheating at 500 °C: (a) 0 ms; (b) 50 ms; (c) 100 ms; (d) 200 ms; (e) 300 ms; (f) 400 ms; (g) 500 ms; (h) 650 ms. Beam current: 1.2 mA; Beam scanning speed: 200 mm·s−1; Line offset: 0.2 mm; Beam diameter: 350 μm.
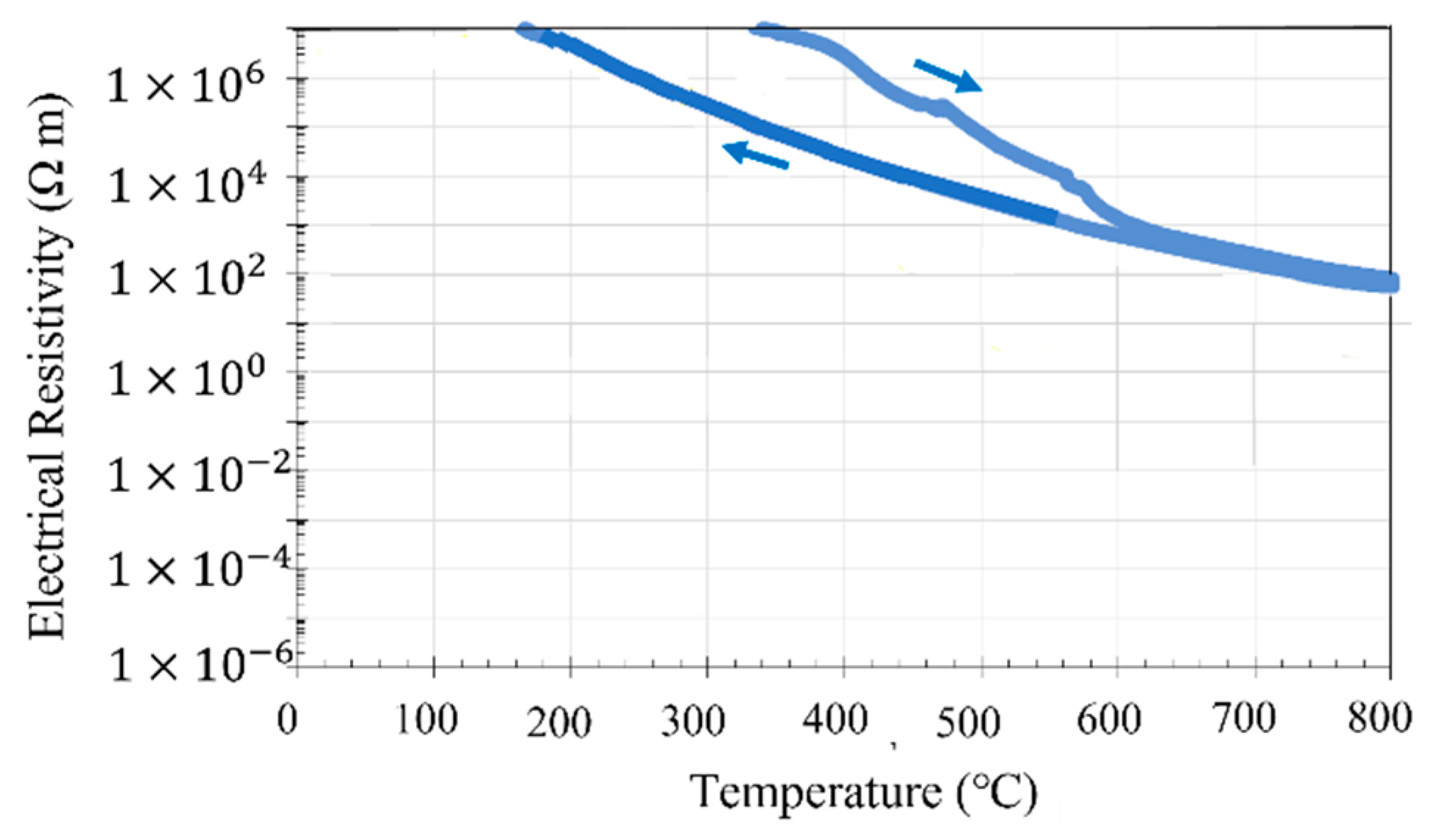
Figure 18.
Temperature dependence of the electrical resistivity of Cr2O3 powder.
Figure 18.
Temperature dependence of the electrical resistivity of Cr2O3 powder.
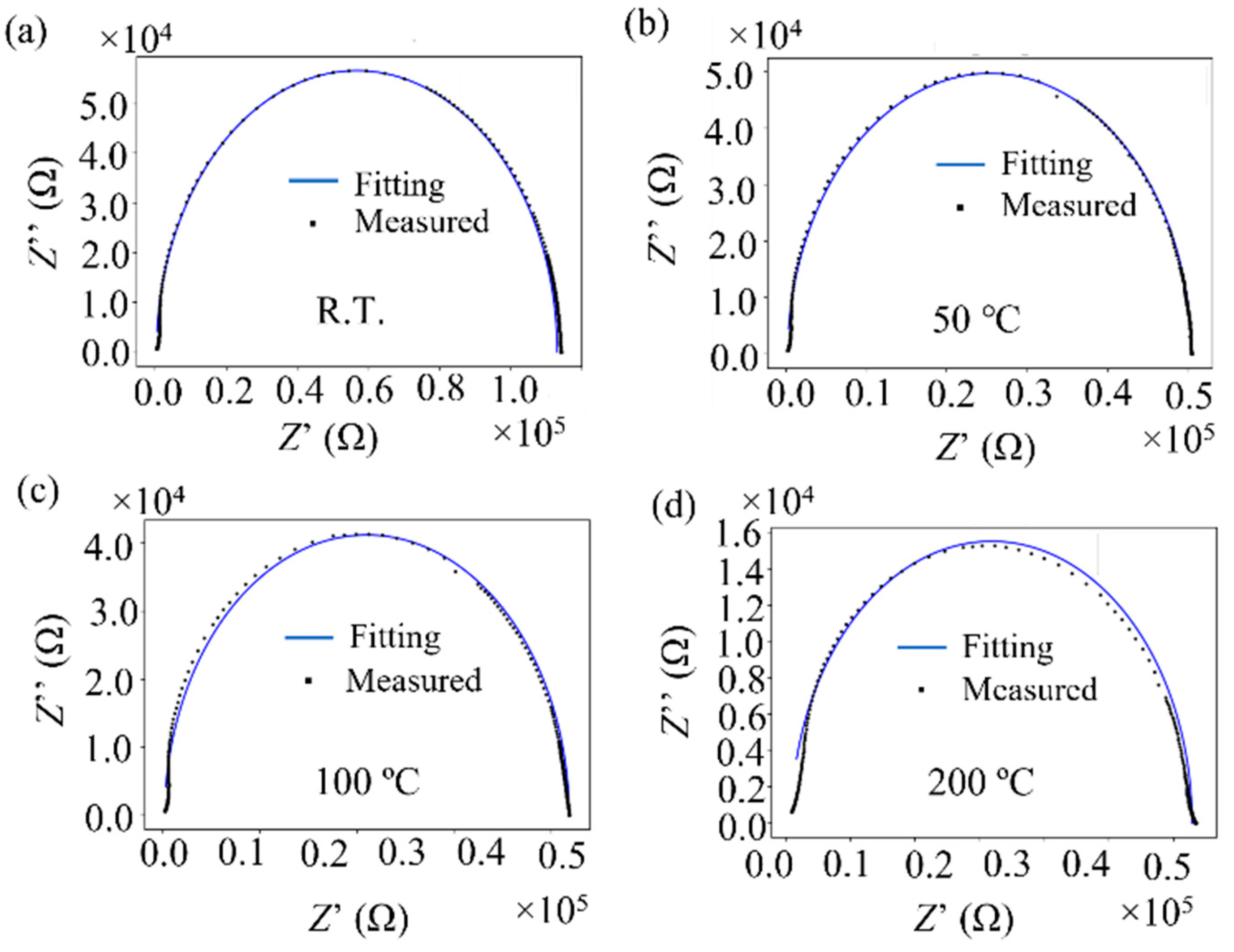
Figure 19.
Fitting of Equation (1) to the Nyquist diagrams obtained at different temperatures: (a) Room temperature (23 °C); (b) 50 °C; (c) 100 °C; (d) 200 °C.
Figure 19.
Fitting of Equation (1) to the Nyquist diagrams obtained at different temperatures: (a) Room temperature (23 °C); (b) 50 °C; (c) 100 °C; (d) 200 °C.
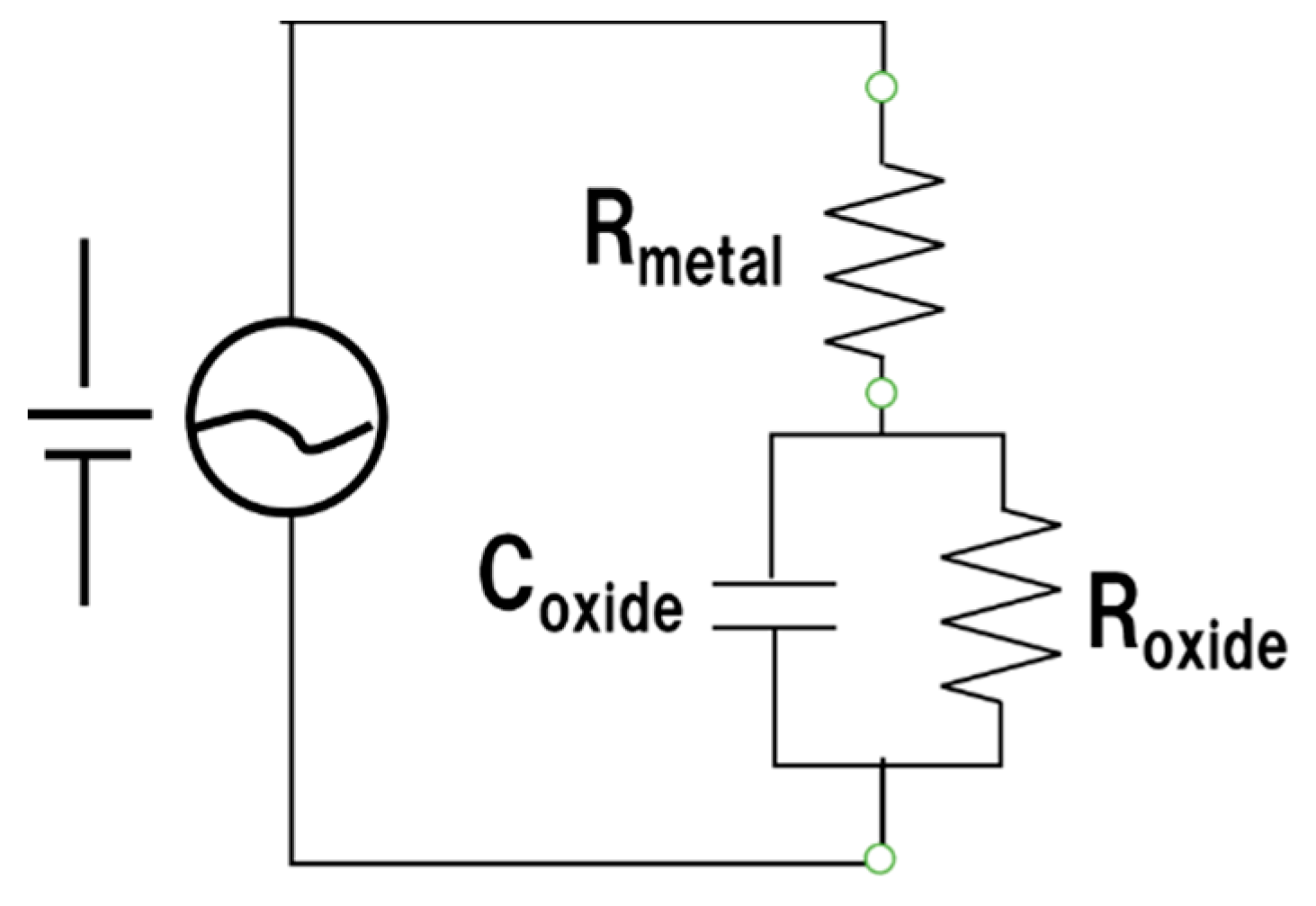
Figure 20.
Hypothetical equivalent circuit of Inconel 718 alloy PA powder.
Figure 20.
Hypothetical equivalent circuit of Inconel 718 alloy PA powder.
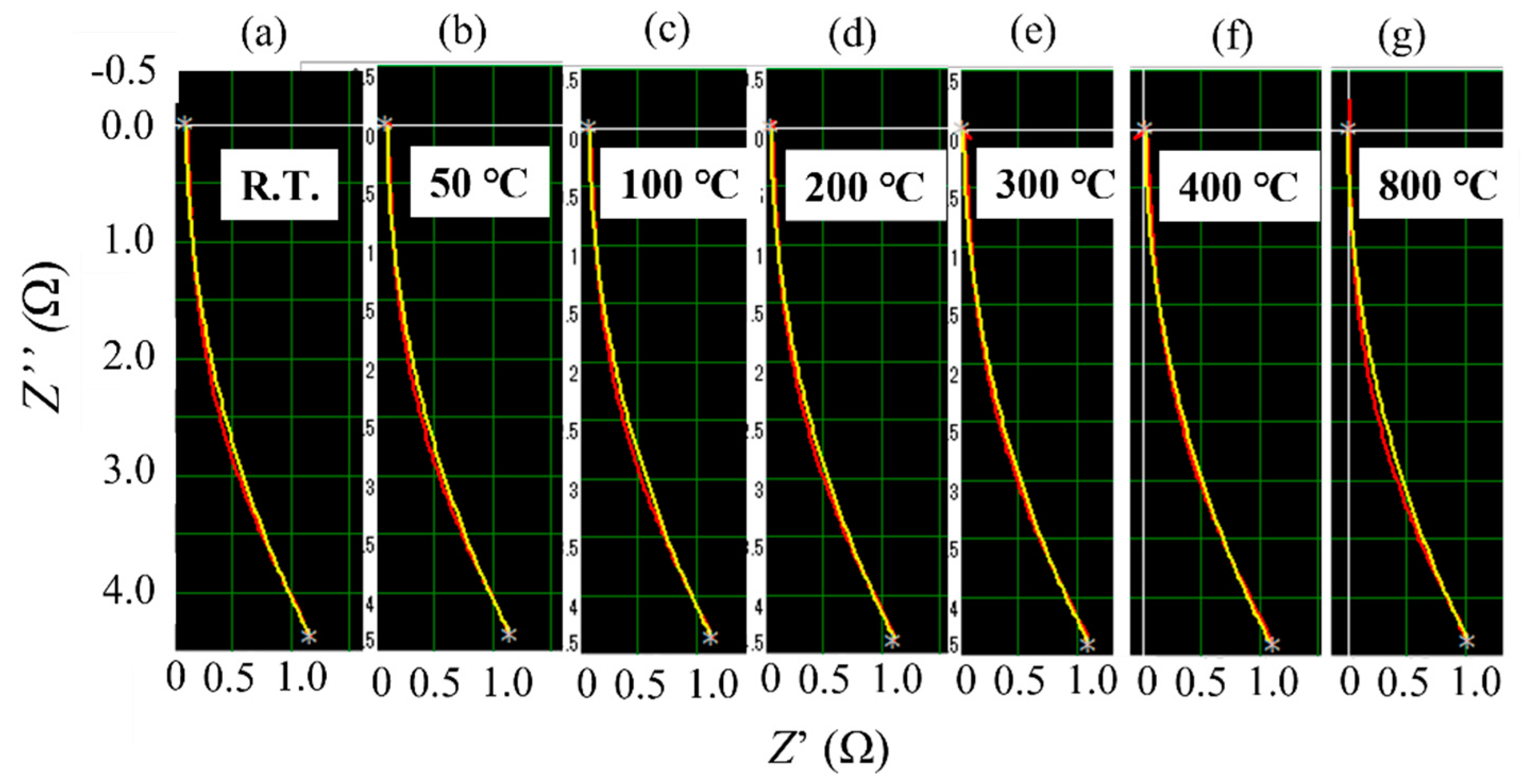
Figure 21.
Experimental (yellow curve) and fitted (red curve) Nyquist plots of ball-milled (30 min) Inconel 718 alloy powder at different temperatures: (a) Room temperature (23 °C); (b) 50 °C; (c) 100 °C; (d) 200 °C; (e) 300 °C; (f) 400 °C; (g) 800 °C.
Figure 21.
Experimental (yellow curve) and fitted (red curve) Nyquist plots of ball-milled (30 min) Inconel 718 alloy powder at different temperatures: (a) Room temperature (23 °C); (b) 50 °C; (c) 100 °C; (d) 200 °C; (e) 300 °C; (f) 400 °C; (g) 800 °C.
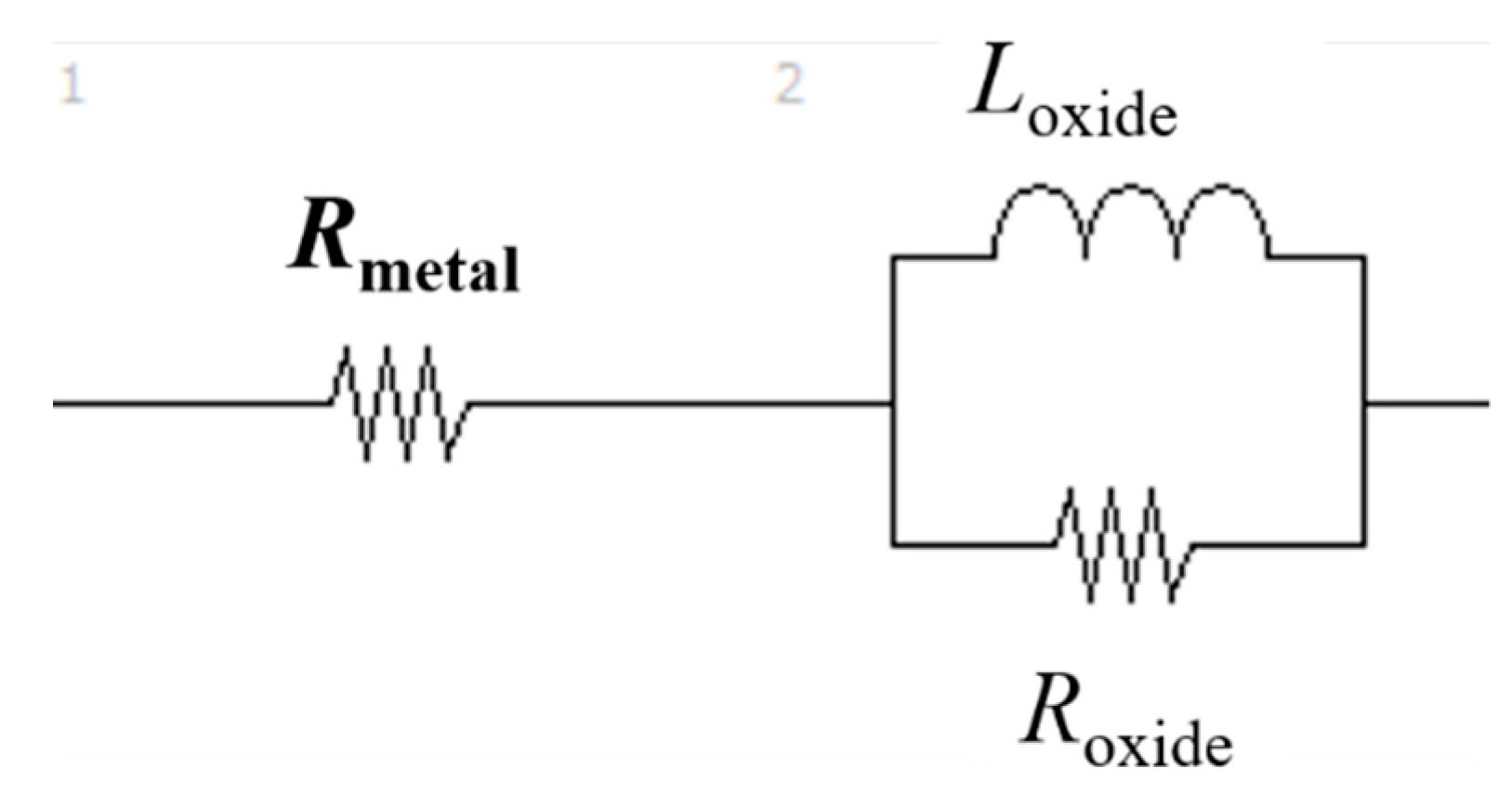
Figure 22.
Hypothetical equivalent circuit of ball-milled Inconel 718 alloy PA powder at temperatures between room temperature and 800 °C.
Figure 22.
Hypothetical equivalent circuit of ball-milled Inconel 718 alloy PA powder at temperatures between room temperature and 800 °C.
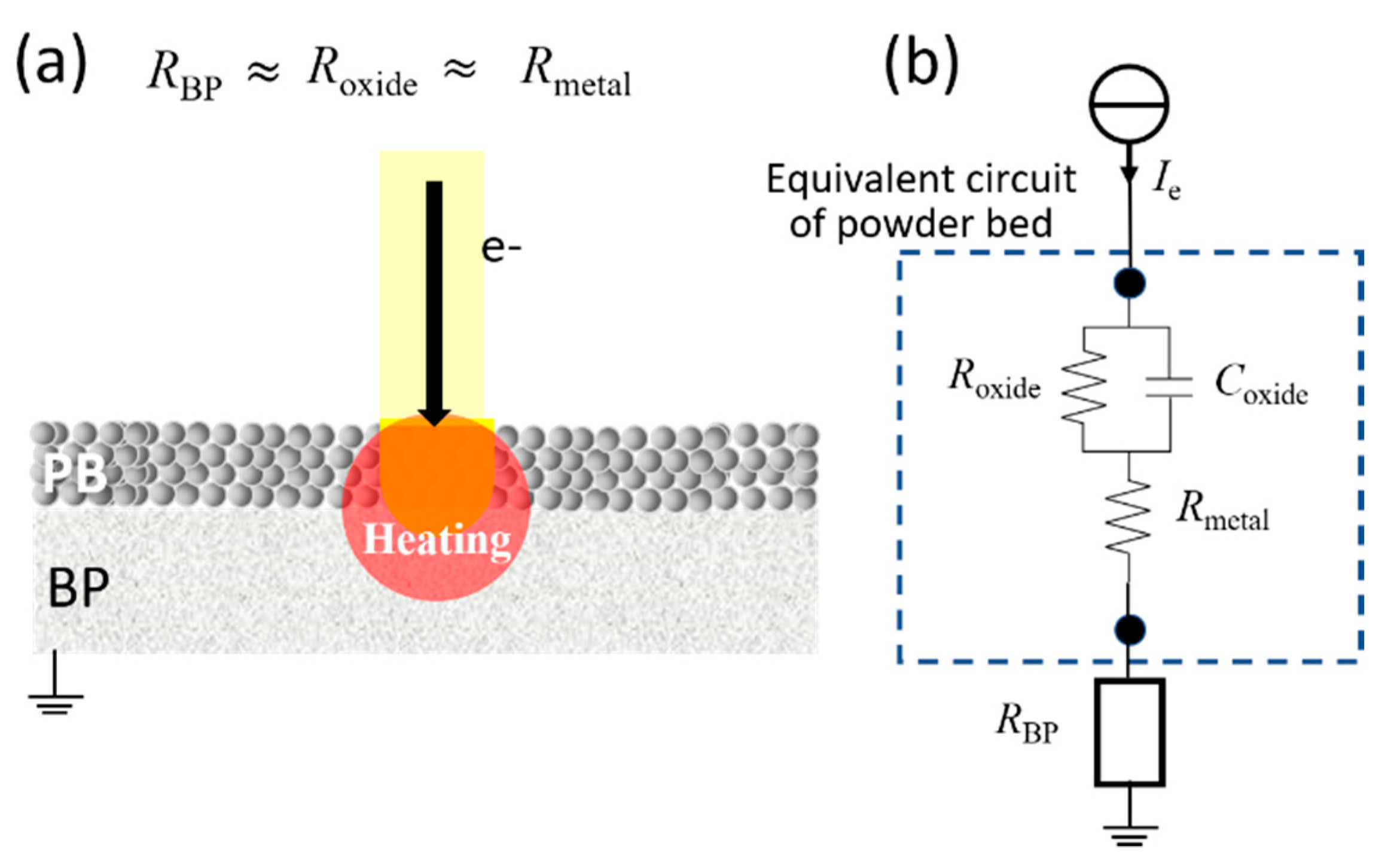
Figure 23.
Schematic of powder bed (PB) irradiation process and equivalent circuit: (a) Electron beam irradiation of PB on a base plate (BP); (b) Equivalent circuit of electron beam/PB/BP system during electron beam irradiation. RBP, Roxide, and Rmetal are the electrical resistances of the BP, oxide layer, and metal bulk, respectively.
Figure 23.
Schematic of powder bed (PB) irradiation process and equivalent circuit: (a) Electron beam irradiation of PB on a base plate (BP); (b) Equivalent circuit of electron beam/PB/BP system during electron beam irradiation. RBP, Roxide, and Rmetal are the electrical resistances of the BP, oxide layer, and metal bulk, respectively.
Table 1.
Chemical composition of plasma-atomized (PA) Inconel 718 alloy powder and corresponding specification UNS N07718 (in wt.%).
Table 1.
Chemical composition of plasma-atomized (PA) Inconel 718 alloy powder and corresponding specification UNS N07718 (in wt.%).
| Composition | Ni | Cr | Mo | Al | Ti | Nb | Mn | C | N | Fe |
|---|
| PA | 52.48 | 18.80 | 3.03 | 0.50 | 0.92 | 5.10 | 0.07 | 0.044 | 0.022 | Bal. |
| UNS N07718 | 50–55 | 17–21 | 2.80–3.30 | 0.2–0.8 | 0.65–1.15 | 4.75–5.50 | 0.35 max. | 0.08 max. | --- | Bal. |
Table 2.
Summary of smoke tests.
Table 2.
Summary of smoke tests.
| Powder | f1 (Hz) 1 | f2 (kHz) 2 | BC (mA) 3 | Spot Size (m) 4 | Temperature (℃) |
|---|
| Untreated | 100 | 10 | 20 | 1.8 | 23 (RT) |
| Untreated | 100 | 10 | 20 | 1.8 | 600 |
| Untreated | 100 | 10 | 20 | 1.8 | 700 |
| Untreated | 100 | 10 | 20 | 1.8 | 800 |
| Ball-milled | 100 | 10 | 20 | 1.8 | 23 (RT) |
| Ball-milled | 100 | 10 | 20 | 1.8 | 400 |
| Ball-milled | 100 | 10 | 20 | 1.8 | 500 |
| Ball-milled | 100 | 10 | 20 | 1.8 | 700 |
Table 3.
Hatching (powder bed melting) test conditions.
Table 3.
Hatching (powder bed melting) test conditions.
| Powder | Beam Current (mA) | Scan Velocity (mm/s) | Line Offset (mm) | Beam Spot Size (μm) |
|---|
| Ball-milled | 1.2 | 200 | 0.2 | 350 |
Table 4.
Characteristic parameters related to particle size distribution of Inconel 718 PA powders before and after ball milling for 30 min in air.
Table 4.
Characteristic parameters related to particle size distribution of Inconel 718 PA powders before and after ball milling for 30 min in air.
| Powder | D10 (μm) | D50 (μm) | D90 (μm) | Average (μm) |
|---|
| Untreated | 51.6 | 77.0 | 97.9 | 73.5 |
| Ball-milled | 45.3 | 71.2 | 100.0 | 68.7 |
Table 5.
Summary of the results of the smoke detection tests for the virgin and ball-milled (30 min) powders, measured at I = 20 mA, f1 = 100 Hz, 1/f2 = 0.1 ms (f2 = 10 kHz), beam diameter (full width at half maximum; FWHM) of 1.8 mm, and preheating temperatures between room temperature and 800 °C.
Table 5.
Summary of the results of the smoke detection tests for the virgin and ball-milled (30 min) powders, measured at I = 20 mA, f1 = 100 Hz, 1/f2 = 0.1 ms (f2 = 10 kHz), beam diameter (full width at half maximum; FWHM) of 1.8 mm, and preheating temperatures between room temperature and 800 °C.
| Powder | Temperature (℃) | Smoke (s) |
|---|
| Untreated | 23 (RT) | 72.8 |
| Untreated | 600 | 497.2 |
| Untreated | 700 | 1400 |
| Untreated | 800 | N.D. |
| Ball-milled | 23 (RT) | N.D. |
| Ball-milled | 400 | N.D. |
| Ball-milled | 500 | N.D. |
| Ball-milled | 700 | N.D. |
Table 6.
Temperature dependence of resistance and capacitance of Inconel 718 PA powder, as determined by AC impedance measurements.
Table 6.
Temperature dependence of resistance and capacitance of Inconel 718 PA powder, as determined by AC impedance measurements.
| Temperature (°C) | Rmetal (Ω) | Roxide (Ω) | Coxide (F) | τ (RoxideCoxide) (s) | P |
|---|
| 23 (RT) | 477 | 1.13 × 105 | 2.51 × 10−11 | 2.84 × 10−6 | 1.000 |
| 50 | 475 | 1.01 × 105 | 2.43 × 10−11 | 2.45 × 10−6 | 0.991 |
| 100 | 502 | 8.33 × 104 | 2.55 × 10−11 | 2.12 × 10−6 | 0.993 |
| 200 | 475 | 3.10 × 104 | 2.96 × 10−11 | 0.918 × 10−6 | 1.000 |
Table 7.
Temperature dependence of the resistance and inductance of ball-milled Inconel 718 alloy PA powder.
Table 7.
Temperature dependence of the resistance and inductance of ball-milled Inconel 718 alloy PA powder.
| Temperature (°C) | Rmetal (Ω) | Roxide (Ω) | L (H) |
|---|
| 23 (RT) | 1.18 × 10−1 | 19.2 | 400 × 10−9 |
| 50 | 1.09 × 10−1 | 19.2 | 398 × 10−9 |
| 100 | 9.66 × 10−2 | 19.2 | 398 × 10−9 |
| 200 | 6.68 × 10−2 | 19.2 | 400 × 10−9 |
| 300 | 4.42 × 10−2 | 19.2 | 402 × 10−9 |
| 400 | 3.33 × 10−2 | 19.2 | 402 × 10−9 |
| 800 | 0.73 × 10−2 | 19.7 | 398 × 10−9 |



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}